Renold Gears Pioneers the way to Replicate Thread Form for Worms and Worm Gears

Worms and worm gears have been manufactured since ancient times. In modern times the profile or tooth form of gearing has been standardised for most types of gears. Helical or spur gear teeth can be defined in terms of pressure angle and NDP (or Module for metric units). Worm gearing has evolved along a different path where pitch, profile or form and proportions of tooth size and height are somewhat arbitrary and determined by the manufacturer and /or the method of manufacture. When equipment is maintained and worm gears are replaced as matched sets then the thread form may not be an issue. But if owners or users of equipment need only one element or need interchangeable spare parts then there is a need to duplicate the original thread form. The article discusses a method where a sample or artefact can be measured in order to quantify the tooth geometry. The worm, worm wheel or gear set can be duplicated so as to be identical to the original where either or both elements could be used.
Introduction
The tooth geometry of worm gears has many variations usually depending on manufacturer or intended use. In early times the worms were made to resemble a simple screw thread which could be chased on a lathe. If the worm was cut with a straight sided tool the form would resemble that of an acme screw, where the threads would have straight form in the axial plane. If the tool were tilted to be normal to the thread helix then the form would be straight sided in the normal plane. Later developments included grinding the worm threads for superior finish and to improve distortions from hardening. The simplest method is to dress a conical grinding wheel which has a straight form , that wheel in turn generates some profile on the worm thread which varies somewhat based on the wheel diameter and also based on the helix angle or lead of the worm. Another form is the involute helicoid where the worm is essentially a helical pinion with only one or very few teeth. Also there is a concave tooth form where the worm is similar to a ball screw. These thread forms are described by industry standards as Type A for straight axial, type N for straight normal, type I for Involute, type K for straight form on wheel or cutter , and type C for the concave form.
In practice the manufacturer would determine whatever form to use usually based on the type of equipment or machine tools that were available. If the worms were to be ground a type K form may be easier to produce but would vary slightly as the diameter of the grinding wheel changes. Regardless of which profile was used there would be established tolerances with controls or measuring systems. What typically happened was the cutter for the worm gear would be developed along with the first worm or a master worm. Often slight adjustments were made to the worm profile. Depending on the vintage or the culture of the manufacturer the worm profile may be altered or modified for a number of reasons. If the hob was less than perfect in terms of profile then the worm could be modified to make the tooth form conjugate. Or some profile modification could have been made proactively e.g. tip relief or some variation from true theoretical form. Either way it is often the case that worm profile is slightly different than true theoretical. So as worm gears were produced over time by different manufacturers there exists a variety of defined thread forms as well as some deviation from those theoretical definitions.
It follows that there are worms being used all over the world which are difficult to quantify in terms of tooth profile. If an existing piece of machinery or an old worm gear reducer needs new gearing then there are several courses of action. The simplest is replace with OEM parts. For some worm gears the original manufacturer may be difficult to identify or no longer exists. Or an alternate source may be needed because of economics or logistics. If worm gears are substituted as a matched pair then the flank form may not matter. But for an number of reasons it may be necessary to duplicate exactly the original flank form, where the need arises to quantify and duplicate the tooth geometry of an existing worm.
Background
The endeavour to duplicate can take several forms, depending on which flank form the worm has. Once identified it may be more or less difficult to match because it may or may not suit the capability or culture of the manufacturer who is trying to make the replacement part or parts. Historically products have been purchased with the sole intention of dissection and analysis in order to determine how to make a better mousetrap. That works on large scale or high volume products and can be applied for limited or single use applications, but it requires getting a sample sent to the lab for measurement and analysis. A worm shaft would be made available for an indefinite period of time and sent to the shop to be measured or mapped out in terms of tooth size and shape. Once quantified it could be duplicated and used to check with a new mating worm gear as well. Of course this would mean the worm remains available for analysis. In many cases the end user cannot be without the sample worm for so long because it is still being used for its intended purpose. The following method can be used to quantify thread size and shape or form by performing a simple procedure in the field.
Typically in manufacturing a worm has a finish grinding operation where the stroke of the grinder extends somewhat beyond the active contact zone. For a used worm with considerable wear, there is an area just beyond the contact zone, either on approach or recess end, where there is a ground thread of original size and shape. So if a new spare worm is not available a used worm may be duplicated.
Approach
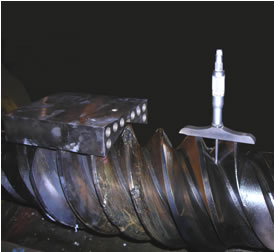
Figure 1
A small fixture with two ground faces which function as a V-block is made. The subject worm which is to be duplicated is either removed from its housing or somehow there is access to the finished thread area. Simple measurement of the worm outside diameter, thread depth and tooth size at some known depth are made and recorded. Next the threads are cleaned and a casting is made of the tooth space using an epoxy material. The casting is moulded between the V-block fixture and two tooth flanks, see Figure 1. The fixture rests against the worm outside diameter fixing the alignment of the casting in relation to the axis of the worm. The casting is a full size model of the tooth space. It could be thought of as analogous to the casting a dentist makes before building the post on a damaged tooth in order to duplicate it with a cap or crown.

Figure 2
Once the casting has been made it is carried or sent by courier to Renold Gears' factory in Milnrow, UK. The cast plug is mounted on the same or an identical V-block fixture, Figure 2. Next it is measured on a coordinate measuring machine using a specialised software package to map the precise geometry. A graphic image of the tooth or thread space is shown in Figure 3. From these measurements the geometry for the worm thread is established and the design and processing of a new worm and/or worm gear cutter can begin. The worm thread can be duplicated exactly or modified while at the same time the worm gear tooth can have profile modification and/or face crowning at the discretion of the manufacturer.

Figure 3
Other Parameters
The duplication process may also require determination of additional parameters because either a detail drawing is not available or it does not have all the pertinent information. Typical measurements of diameters and lengths are made judiciously where the function as well as dimension is taken into consideration. For example a diameter could have ISO tolerance applied for a standard lip seal where the same diameter could have a different tolerance applied for bearing fit. The more difficult determination would be for a dimension which interfaces with a mating part which is not a commodity item. An effort is made to determine the function and dimensions of the mating part so the proper fit is achieved.
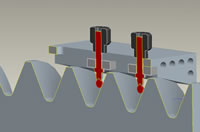
Figure 4
For the case where other tooth design parameter(s) must be determined there is a device which can be made for field measurement of lead and/or axial pitch. It is shown in Figure 4, and consists of a ground V-block fitted with ball probes mounted on slide. The pitch measurement is more accurate if made over several threads and the dimension divided by the number of threads spanned. Quite often worms drive in one direction so the measurement may be made on the non-drive flank. Alternatively the measurement can be made on one end if at least one pitch is not worn significantly. Also the measurement can be made from one end to the other, each point being out of the contact zone where wear is not an issue. Or several measurements can be made over one or more pitches within the contact zone and compared to determine if the wear is significant. Of course several measurements can be used to compare, average, and/or determine if there is significant pitch variation or variation in the measurements themselves.